¶ 内容
- 从吸嘴坞中装入吸嘴的执行动作,是顺序进行的,由4个坐标定义出各个动作的结束位置。
- 吸嘴的卸载过程是装入过程的倒序。
- 在开始本章的操作之前,推荐您将Jog操作面板里的Speed[%]调到25左右,慢速运行。
- 该章的篇幅较长,操作要点较多,请您耐心进行。
¶ 4个坐标位置
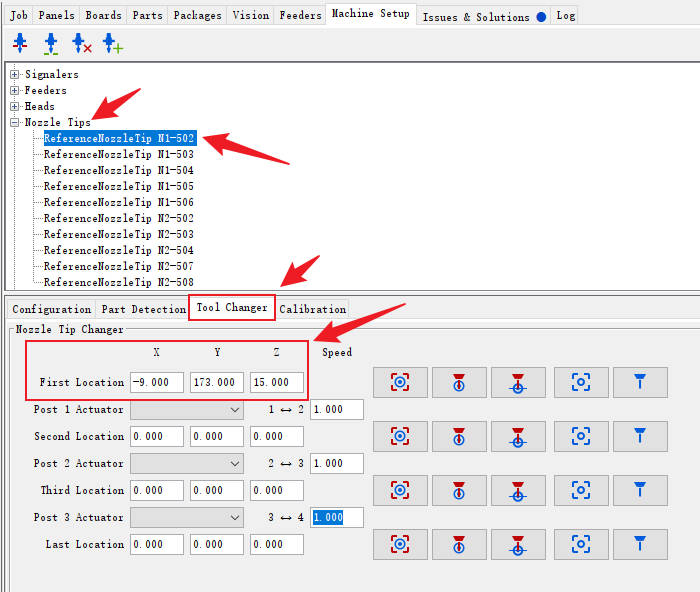
这4个坐标,在吸嘴列表里,每个吸嘴的Tool Changer(吸嘴更换器)功能界面中。
以下按照安装吸嘴的过程,来描述各个位置。卸载吸嘴的过程正好相反。
First Location 位置1:
- 位于吸嘴坞中吸嘴停靠位置的正上方。
- 该位置是装入吸嘴时的起点,也是卸载时的终点。
- 该位置的XY坐标。我称之为“套合坐标”。
- 目前只能通过手动的办法来寻找每个吸嘴的套合坐标。也是获取换嘴位置时,操作的难点。
- V2.0和V2.1贴片机版本的用户,由于顶部相机略有差别,在文章的末尾,提供了套合位置的表格,供大家参考。
Second Location 位置2:
- 位于位置1的垂直正下方,是N1轴或N2轴下压后套合吸嘴时的实际位置。
- 该位置的Z坐标。我称之为“套合高度”。
- 从位置1垂直下降后,到达位置2,即,位置2与位置1的XY坐标相同,只变化了 Z 值。
Third Location 位置3:
- 从吸嘴坞中沿X轴方向将吸嘴横向取出后的位置。
- 此时吸嘴已经脱离吸嘴坞,位于吸嘴坞的外侧。
- 相对于位置2的坐标,只发生了X值的变动。
Last Location 位置4:
- 位于位置3的垂直正上方,是点击Z轴的P键,复位时的位置。
- 相对于位置3的坐标,只发生了Z值的变动,或者说是,Z值变为定值15。
¶ 装入&卸载演示
装入吸嘴的过程是顺序进行的:
→位置1(准备取) → 位置2(下压套合) → 位置3(横向撤出吸嘴坞) → 位置4(提升)。
而卸载吸嘴的过程正好相反,是逆序进行的:
→ 位置4(准备还) → 位置3(下落) → 位置2(横向进入吸嘴坞) → 位置1(提升)。

¶ 检查和调整吸嘴坞
注意
如果此时N1N2携带着吸嘴,请先点击Jog面板XY轴的P键,回到停靠位,然后再通过手动换嘴将其取下。
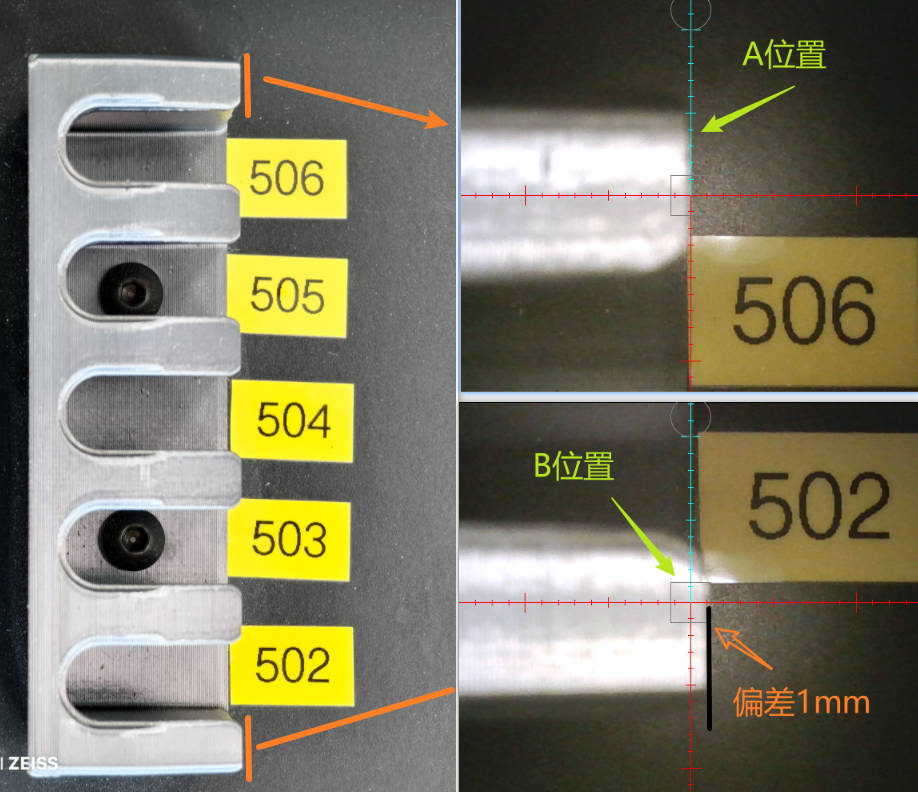
首先,我们需要通过顶部相机的十字线,来检查吸嘴坞与Y轴方向的平行度:
- 吸嘴坞是通过两颗螺丝固定在底部台面上的。
- 以左侧的吸嘴坞为例,如下图所示。右侧的吸嘴坞同理。
- 在Jog面板里,操控顶部相机的十字,查看并对准吸嘴坞的A位置,然后,仅沿着Y的方向移动顶部相机,去寻找并查看吸嘴坞的B位置。
- 观察A和B在X轴方向上的偏差是否落于1.0mm以内或者足够小。
- 这样做的目的是,如果吸嘴坞与Y轴方向平行的话,吸嘴的撤出和放回动作,将被简化成仅在X方向上的水平移动。
- 如果偏差过大,请稍微拧松吸嘴坞的固定螺丝,微调吸嘴坞的偏斜,然后拧紧,借助顶部相机十字,反复校验吸嘴坞与Y轴方向的平行度。
- 最后,务必拧紧两枚固定螺丝。即使一开始,您的吸嘴坞沿Y轴的平行度已经很好,无需调整,同样也要检查并拧紧固定螺丝。
补充信息:
在任何缩放距离下,默认的顶部相机的十字标尺中,最小的一个小格,对应的都是1.0mm。
¶ 获取吸嘴的套合位置
注意:
进行下述操作前,务必点击一次Jog面板 Z轴的P键,让N1N2轴处于归位状态。
如果此时N1N2携带着吸嘴,请先回到停靠位,然后再通过手动换嘴将其取下。
1. 以左侧的吸嘴坞的N1-502为例,提前将吸嘴按序号放入吸嘴坞中(最靠近急停开关的那个吸嘴槽)。
- 吸嘴坞的顶部带有钕磁,会将吸嘴牢靠的吸附在吸嘴槽中。
2. 输入初始坐标。
- 前往下图位置,请将下方表格中的数据,手动输入到N1-502吸嘴的First Location(位置1)的坐标中。然后点击Apply按钮。
- 这只是一个大概的套合位置,能够有效地帮助您在下一个步骤中,以少量的操作,获得更精确的套合位置。
- 套合的意思是,手动下压N1轴后,能够让吸嘴卡套,套住并获取到N1-502吸嘴。
|
V2.0用户:位置1 初始坐标 First Location Initial Coordinates |
|||
| X | Y | Z | |
| N1-502 | -9 | 173 | 15 |
|
V2.1用户:位置1 初始坐标 First Location Initial Coordinates |
|||
| X | Y | Z | |
| N1-502 | -8.2 | 170.8 | 15 |
3. 获取N1-502吸嘴的套合坐标(X值和Y值)。
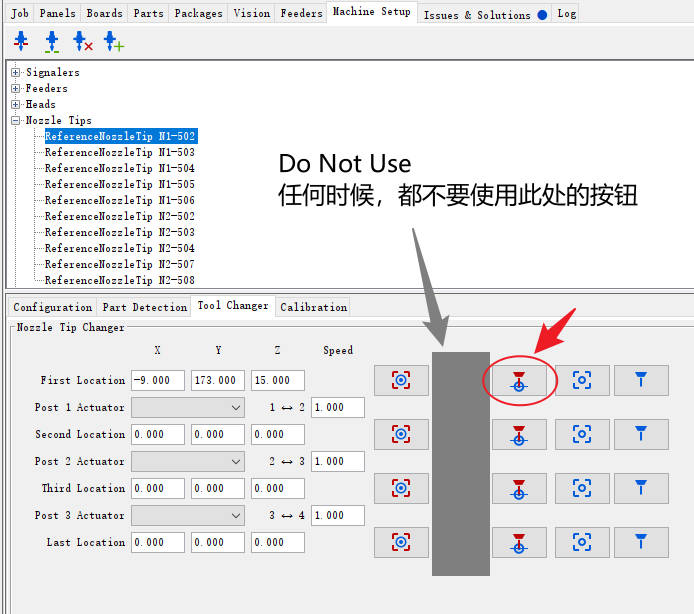
特别注意:
下图灰色区域覆盖着的按钮,任何时候,都不要使用,更不要去点击。权当OpenPnP没有这些按钮。
这是我的经验之谈,很多新机用户会在此处,因为误操作,导致N1、N2轴严重撞击或者拉扯吸嘴坞。
操作:
⇒ 步骤① ⇐
- 将Jog面板上方的操作对象选择为N1轴,然后点击下图红色箭头标记的按钮,让N1轴前往N1-502上方初始的位置1。
⇒ 步骤② ⇐
- 一定要记住下面这个按钮,这个按钮才是吸嘴坞设定中唯一被使用到的动作按钮。
- 该按钮的作用是不允许N1和N2在执行下一个动作时,优先回到SafeZ的设定。二代机的SafeZ高度在+15。
- N1和N2正常的标准动作都是需要优先回升到SafeZ,也就是先归位至最高位置,再在X/Y方向上移动,然后再下降至目标位置的高度。
- 如果吸嘴坞中使用这种标准动作,将是灾难性的,会导致严重的撞击或拉扯。吸嘴坞里的吸嘴不允许SafeZ的干预!!
- 务必记得下面这个按钮,这个是自动换嘴界面里,唯一可以使用的动作按钮!!

⇒ 步骤③ ⇐
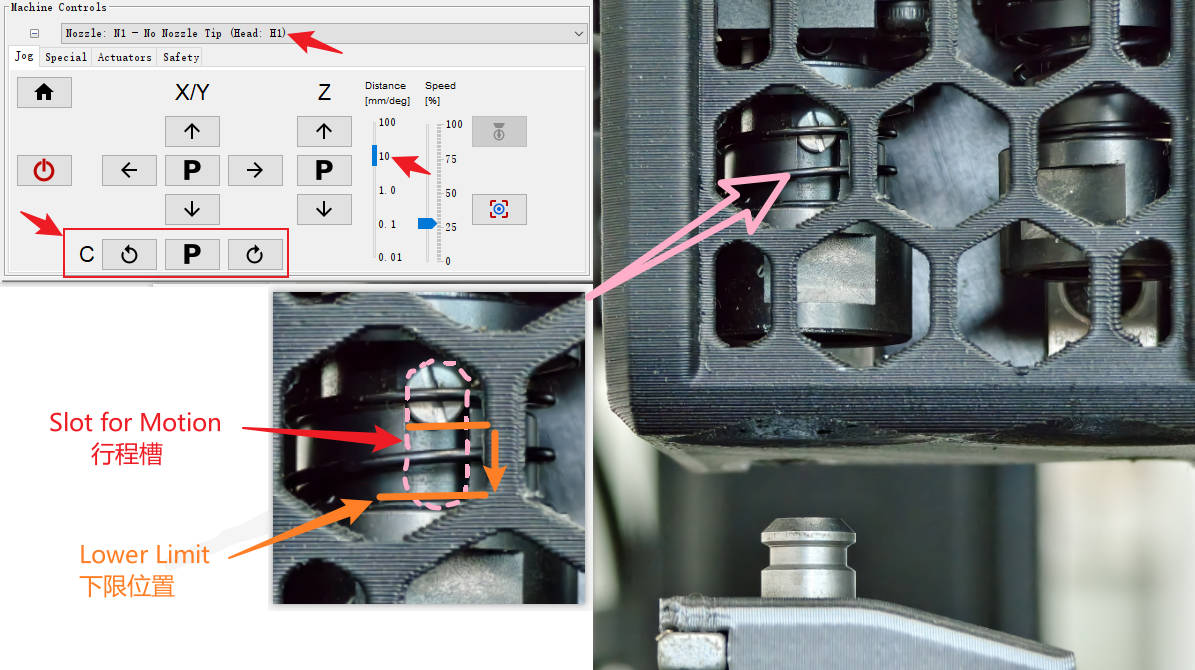
- 解锁N1轴。
- 在Jog操控面板里的上方,选择N2轴作为操作对象,将步进间距调整为1.0mm,然后点击Z轴的 ↓ 键。
- 此时由于Z轴电机的运动摆杆被摆动到N2轴的一侧,N1轴将得到解锁,也就是下降N2才能解锁N1。
- 同理,右侧吸嘴坞需要下降N1来解锁N2。
⇒ 步骤④ ⇐
- 手动,应该是说是,请用您的手指向下摁压N1轴的旋转电机,尝试让底部的吸嘴卡套去套合吸嘴槽里的N1-502吸嘴。
- 力气可以放心的大一些,需要克服N1轴复位弹簧的拉力。
- 大概率,初始的位置1可以让吸嘴卡套落于吸嘴尾座上。
- 需要您在保持手指下压N1的同时,以0.1mm的步进移动贴装头,仔细揣摩和感觉,吸嘴卡套在吸嘴尾座上产生的微小的起伏变化。
- 良好套合时,N1轴的吸嘴卡套的底部将与吸嘴坞上平面接触,套合期间没有顿挫和异物阻塞的感觉。
- 吸嘴卡套套合吸嘴尾座时发出的摩擦音是正常的。
- 期间,需要您反复调整步进间距,在Jog操作面板里,微调贴装头前后左右的位置,循环用手指向下按压N1轴的旋转电机。
- 这一步,或许会让您消耗不少时间和精力,请您保持耐心。
- 凡事开头难,揣摩这个套合过程和获得的经验,有助于后续其他吸嘴套合位置的获取。
- 也请您理解,吸嘴卡套顺畅套合吸嘴尾座时的感受,确实无法用文字清晰的描述出来,我只能尽最大的可能,将操作过程介绍给您。
- 最后,以您感觉最舒服最满意的位置为准。
- 此后,请不要在XY方向上进行任何移动操作。
4. 获取N1-502吸嘴的套合高度。(Z坐标)
操作:
⇒ 步骤① ⇐
- 保持当前N1轴的位置不动,将Jog面板上方的操作对象重新选择为N1轴,调整步进间距至10mm。
- 点击C轴的任意旋转按钮,将吸嘴卡套旋转至某个角度,从该角度,您可以方便的观察到吸嘴卡套上方的行程槽和导向螺帽。
- 导向螺帽在行程槽的活动长度,限制了N1轴套合吸嘴尾座的下降距离。
- 导向螺帽的下限位,也就是套合高度,是导向螺帽外切行程槽外围最底层的那一环弹簧的位置。
- 该位置既能保证N1向下留有余量,不致于过度下压造成Z轴电机丢步,还能满足套合吸嘴尾座的结构要求。
⇒ 步骤② ⇐
- 调整步进间距至1.0mm及以下,点击Z轴的 ↓键,缓慢降低N1吸嘴卡套的高度,同时近距离观察导向螺帽的位置。
- 直至导向螺帽的底部接近上方所描述的下限位,即导向螺帽的底部外圆与最底下的那圈弹簧的上沿齐平。
- 特写如下图所示,此时就不要继续向下了。
⇒ 步骤③ ⇐
- 此时软件右下角显示的坐标数据,就是N1-502的套合位置(套合坐标+套合高度),此后不要点击XYZ方向上的任何按钮,保持贴装头不动。
- 其中的Z值,就是当前N1-502吸嘴的套合高度。
- 其实,这个Z值套合高度,可以通用给左侧吸嘴坞剩余的4个吸嘴。
- 例如,下图是我所获得的数据。

¶ 手动修改坐标数据
操作:
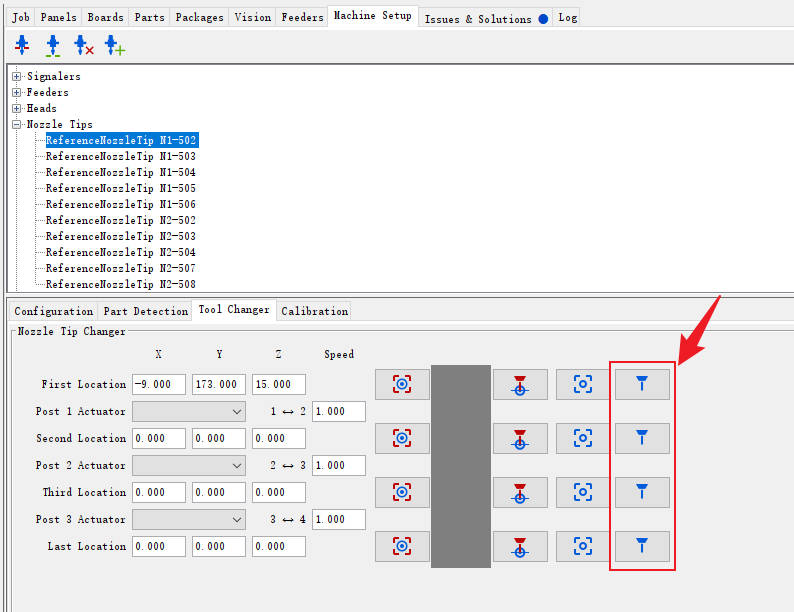
⇒ 步骤① ⇐
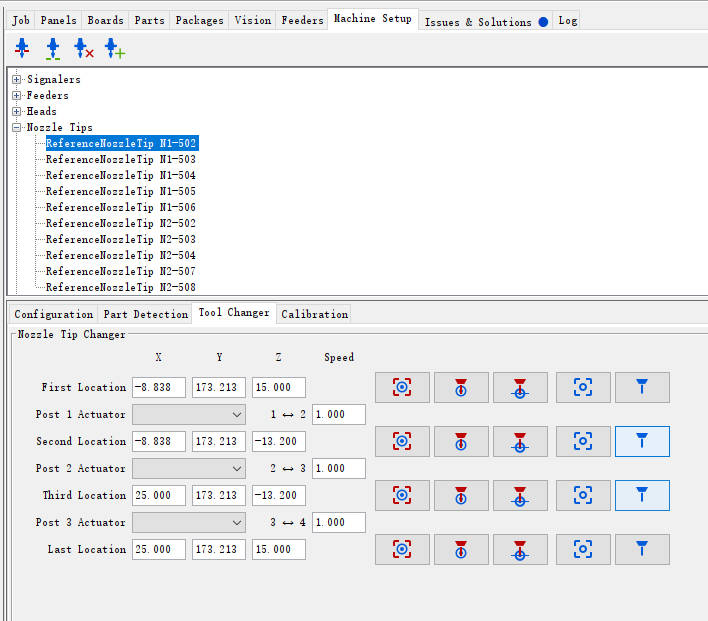
- 依次点击下图4个蓝色的吸嘴捕获按钮,将此时右下角的坐标数据,全部录入到4个位置的坐标中。
⇒ 步骤② ⇐
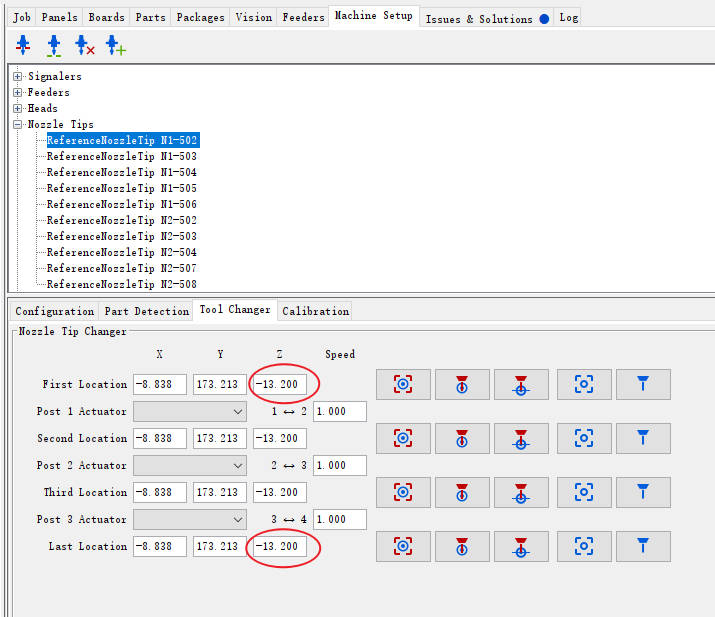
- 录入成功后,如下图所示。
- 然后,将下图标记的 First Location 和 Last Location 这两个坐标中的Z值改为定值 15 。
⇒ 步骤③ ⇐
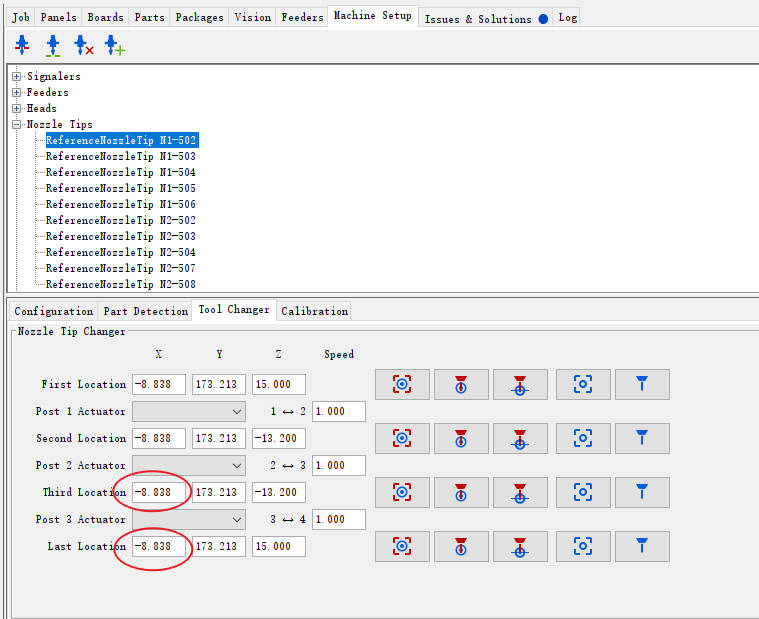
- Z值修改成功后,如下图所示。
- 其中Third Location 和 Last Location 这两个位置坐标中的 X 值,是N1轴撤出吸嘴坞时,横向的目标位置,这个位置上,N1轴可以安全垂直上下。
- 需要改为一个不小于 22的值,我推荐使用的是25。
- 请根据您的实际情况,根据下方的计算逻辑,来进行安全位置X值的判定和设定。
安全撤出吸嘴坞的横向安全位置 X:
N1侧的吸嘴撤出吸嘴坞,需要向 X+ 的方向 至少 移动 30mm。
例如我的N1-502吸嘴 First Location 的 X值是 -8.838 ,去掉小数部分,即为 -8+30=22。
N1安全位置的 X值,不能小于22。要让吸嘴完全移出到吸嘴坞之外,方可垂直上下运动。
⇒ 步骤④ ⇐
- X值修改成功后,4个坐标最后的状态,如下图所示。
- 可以发现只有Second Location的坐标与软件右下角的坐标数据是一致的,即套合位置。
- 所有坐标的Y值都相同,这也就是调整吸嘴坞与Y轴平行度的实际目的,让撤出吸嘴的动作,变成X方向上的移动。
- 而且,每一个位置相对于它的上一个位置,仅发生了一个坐标值的变化。
- 务必做一次坐标检查,防止数据遗漏和修改错误。
- 也请您按装入和卸载的顺序,结合这4个坐标,想象一下空间位置的变化,加深对坐标修改的理解。
⇒ 步骤⑤ ⇐
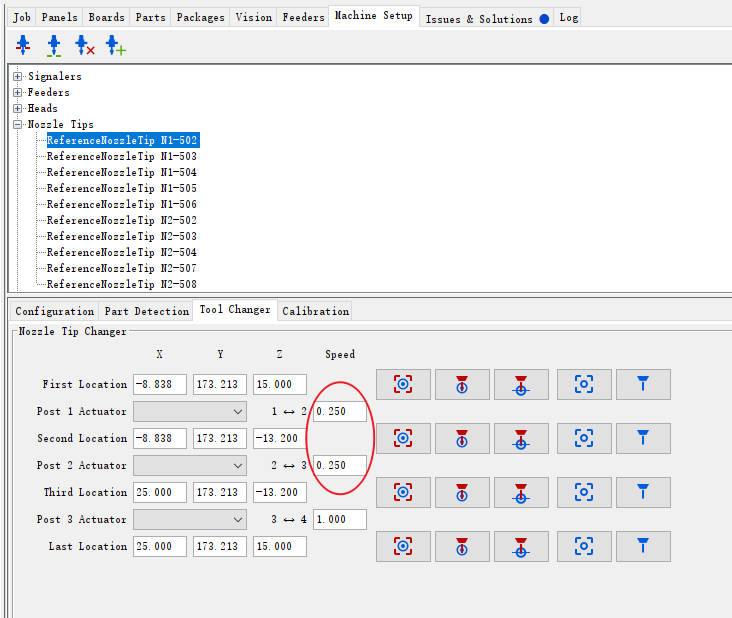
- 下图标记出的两个 Speed 值,是位置1↔2之间以及2↔3之间的速度设定,是个比例值,单位是%,最大值为1.0=100%
- Speed定义了两个位置之间的实际动作速度是全局速度的百分之多少。全局速度是Jog操作面板里的Speed[%]。
- 例如:设定为0.5,就是全局速度的50%,如果您当前的全局速度设定为100,那么吸嘴在这两个位置之间的动作速度就是 100*0.5=50。
- Speed的定义,只有在下一章,启用了自动换嘴功能后才会生效。
- 这个速度比例值的目的,一方面实现了降速,让吸嘴套合时柔和一些,降低短时间之内吸嘴尾座和吸嘴卡套的快速摩擦;另一方面,低速时Z轴能够保持稳定的下压应力。
- 我们V2贴片机的物理结构,其实,完全支持以100%的满速套合。
- 但是,我的习惯还是低速求稳,感觉没有必要去一味地追求快速,刻意去压榨换嘴动作这短短的几秒钟。我推荐大家设置为0.25,慢速运行。如下图所示。
¶ 保存配置
- 以上数据修改完成了,务必及时点击软件右下角的Apply按钮。
- 然后再去点击软件左上角 File - Save configuration(文件-保存配置),将配置文件及时保存。
- 补充:位置之间的 Post 1.2.3.4 Actuaror无需做任何设定。界面下方的Vision Calibration无需修改,保持默认的None。Cloning Setting部分无需任何操作与修改。
至此,有关N1-502自动换嘴的数据设定,就算成功完成了。
但是,我们需要实打实地模拟进行一次吸嘴的装入和卸载操作,验证换嘴的实际动作是否流畅和可靠,及时发现问题。
¶ 模拟验证
- 由于接下来的均是手动操作,N1轴实际运行速度使用的是全局速度。所以,Jog操作面板里的Speed[%],请调到25以下,慢速运行。
- 确认Jog操作面板上方的操作对象为N1轴,且N1-502已位于左侧的吸嘴槽中。
- 严格按照顺序,按位置1234,依次逐一点击下图的动作按钮,模拟执行一次吸嘴的装入过程。
- 由于此时动作执行较慢,请等待当前动作执行完成或停止后,再点击下一个按钮。
- 同理,严格按照顺序,按位置4321,依次逐一点击上图的动作按钮,模拟执行一次吸嘴的卸载过程。
- 严禁跳序进行,严禁点击其他按钮。
- 验证成功后,全局速度可以由慢及快,再次尝试装入后再次卸载。加深对自动换嘴的理解和信心。祝您成功顺利。
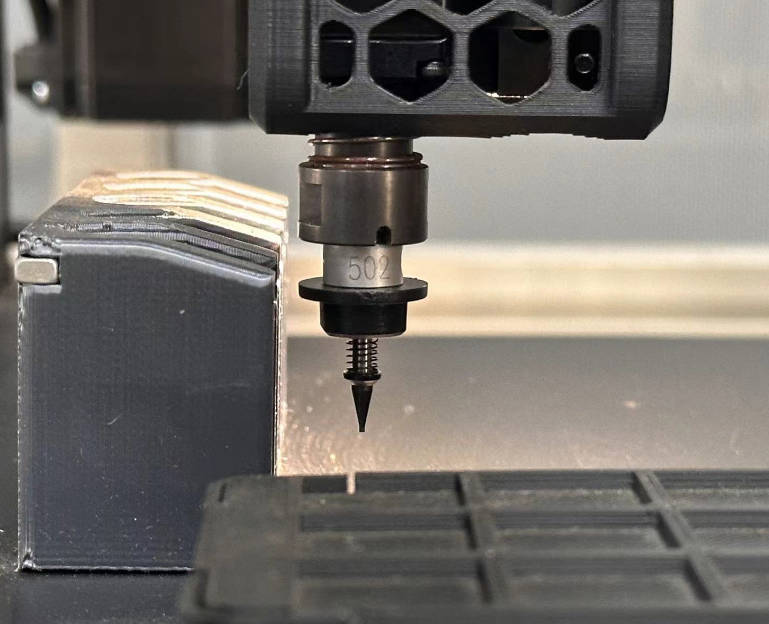
- 吸嘴正确装入N1轴的状态,请详看页面顶部的第一幅动态图片。
- 下图是典型的吸嘴 未装入 到位的状态,是错误的!!Z值高度不合理会导致吸嘴脱落,需要继续微降Z值。
¶ 吸嘴坞的其他吸嘴
通过对N1-502吸嘴位置的介绍,可以借鉴给其他的吸嘴,原理都是相通的。
最后的表格提供的是所有吸嘴的First Location(位置1)的初始坐标。
¶ N1轴的左侧吸嘴坞
属于N1轴左侧吸嘴坞的其他吸嘴,按照 获取吸嘴的套合位置→手动修改坐标数据→模拟验证→保存配置 的步骤进行。
其中涉及的要点是:
1.获取吸嘴的套合位置:
- ①使用最后的表格 First Location(位置1)的初始坐标,别忘了Apply;
- ②下降N2轴1.0mm,解锁N1轴;
- ③获取套合坐标;
- ④套合高度使用N1-502的高度。
2.手动修改坐标数据:
- ①操作对象选为N1轴,蓝色按钮录入坐标;
- ②First Location 和 Last Location的Z值改为15;
- ③Third Location 和 Last Location的X值改为推荐值 25,或者您自定义的安全值;
- ④降速。
N1侧的吸嘴撤出吸嘴坞,需要向 X+ 的方向至少移动 30mm。
3. 保存配置:
- 各个吸嘴修改完成后,请及时点击软件右下角的Apply按钮,然后前往软件左上角File - Save configuration(文件-保存配置),及时保存配置数据。
4.模拟验证:
- 操作对象选为N1轴,注意使用的按钮,不要乱点顺序,先是按照位置1234装入吸嘴,再按照位置4321卸载吸嘴。
¶ N2轴的右侧吸嘴坞
属于N2轴左侧吸嘴坞的其他吸嘴,按照 检查和调整吸嘴坞→获取吸嘴的套合位置→手动修改坐标数据→模拟验证→保存配置 的步骤进行。
请将Jog操作面板上方的操作对象,选择为N2轴。
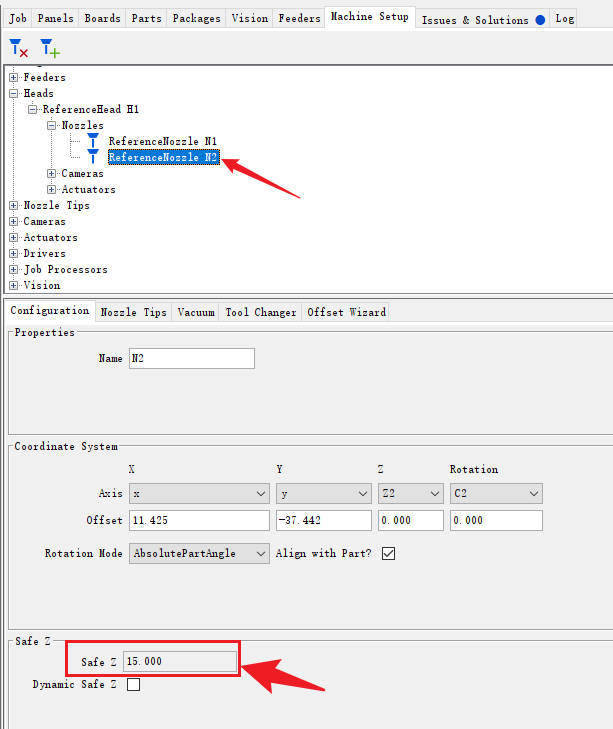
其中使用到 N2轴SafeZ值,请前往下图界面查看。正常情况下,这个值是+15。
其中涉及的要点是:
1. 检查和调整吸嘴坞:
- ①调吸嘴坞与Y轴的平行度,X轴向的偏差在1.0mm及以内;②紧固吸嘴坞的固定螺丝。
2. 获取吸嘴的套合位置:
- ①使用下表 First Location(位置1)的初始坐标,注意N2轴的SafeZ值,别忘了Apply;
- ②下降N1轴1.0mm,解锁N2轴 ;
- ③获取套合坐标;
- ④注意N2-502套合高度的获取,此高度可用于右侧吸嘴坞中其他的吸嘴 。
3. 手动修改坐标数据:
- ①操作对象选为N2轴,蓝色按钮录入坐标;
- ②First Location 和 Last Location的Z值该为Offset的Z值;
- ③Third Location 和 Last Location的X值改为不大于430的值,推荐值 427 ,或者您自定义的安全值;
- ④降速。
N2侧的吸嘴撤出吸嘴坞,需要向 X- 的方向至少移动 30mm。
例如我的 N2-502 吸嘴 First Location 的 X值是 460.614 ,去掉小数部分,即为 460-30=430。
N2安全位置的 X值,不能大于430,过于接近吸嘴坞,在纵向收回吸嘴时,存在发生碰撞的可能和危险。
4. 保存配置:
- 各个吸嘴修改完成后,请及时点击软件右下角的Apply按钮,然后前往软件左上角File - Save configuration(文件-保存配置),及时保存配置数据。
5.模拟验证:
- 操作对象选为N2轴,注意使用的按钮,不要乱点顺序,先是按照位置1234装入吸嘴,再按照位置4321卸载吸嘴。
¶ 所有吸嘴的初始坐标
下表属于用于所有吸嘴的First Location(位置1),用于手动获取真实的换嘴位置。
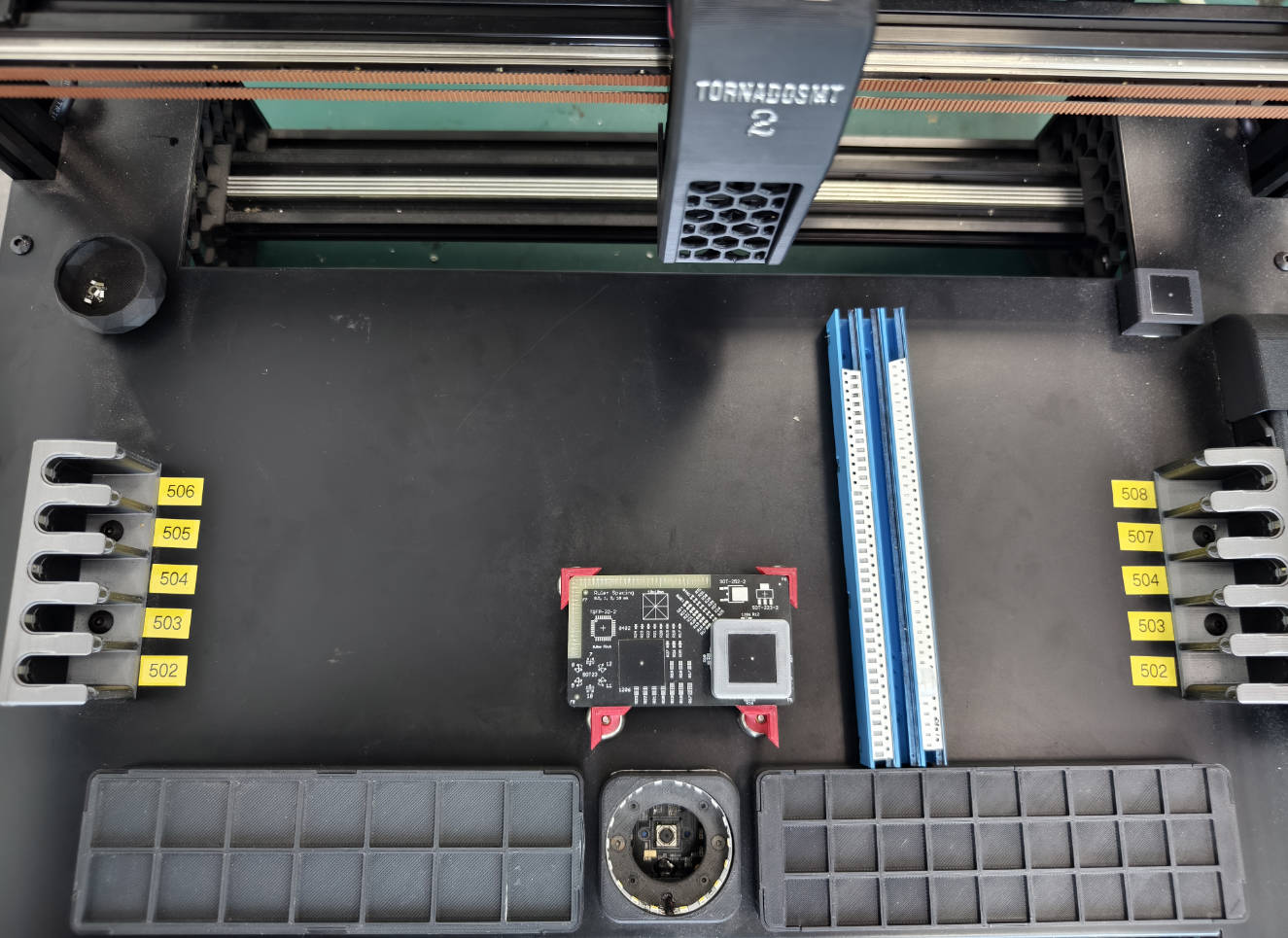
注意,有两个版本,V2.0用户的顶部相机模组较小(下方照片中为V2.0),V2.1用户使用的是新顶部相机模组,补光灯的尺寸比较大。
请根据下图所示的位置,进行对应。
|
V2.0用户:位置1 初始坐标 套合位置 First Location Initial Coordinates |
|||
| X | Y | Z | |
| N1-502 | -9 | 173 | 15 |
| N1-503 | -9 | 192 | |
| N1-504 | -9 | 210 | |
| N1-505 | -9 | 229 | |
| N1-506 | -9 | 247 | |
| N2-502 | 460 | 172 |
N2轴SafeZ值 正常值应该=15 |
| N2-503 | 460 | 191 | |
| N2-504 | 460 | 210 | |
| N2-507 | 460 | 228 | |
| N2-508 | 460 | 247 | |
|
V2.1用户:位置1 初始坐标 套合位置 First Location Initial Coordinates |
|||
| X | Y | Z | |
| N1-502 | -8 | 171 | 15 |
| N1-503 | -8 | 189 | |
| N1-504 | -8 | 208 | |
| N1-505 | -8 | 226 | |
| N1-506 | -8 | 245 | |
| N2-502 | 461 | 170 |
N2轴SafeZ值 正常值应该=15 |
| N2-503 | 461 | 189 | |
| N2-504 | 461 | 207 | |
| N2-507 | 461 | 226 | |
| N2-508 | 461 | 245 | |
¶ 保存配置
- 所有吸嘴的换嘴位置确定好了之后务必点击软件左上角 File - Save configuration(文件-保存配置),将配置文件及时保存。
- 然后前往.openpnp2文件,选中所有.xml文件和Scripts文件夹,以拷贝或者右键压缩包的形式,做一次备份,备份文件名您可以自定义。