由于N1偏移量的校准和Home点的启用,会带来一些参数改变和功能影响,需要做进一步的调整和检查。
¶ 本章需要进行3项操作
1、勾选并启用Home after enable?和 Park after homed?
2、检查或重新定义X轴和Y轴的软极限。
3、重新定义N1的手动换嘴位置。
¶ 第1项
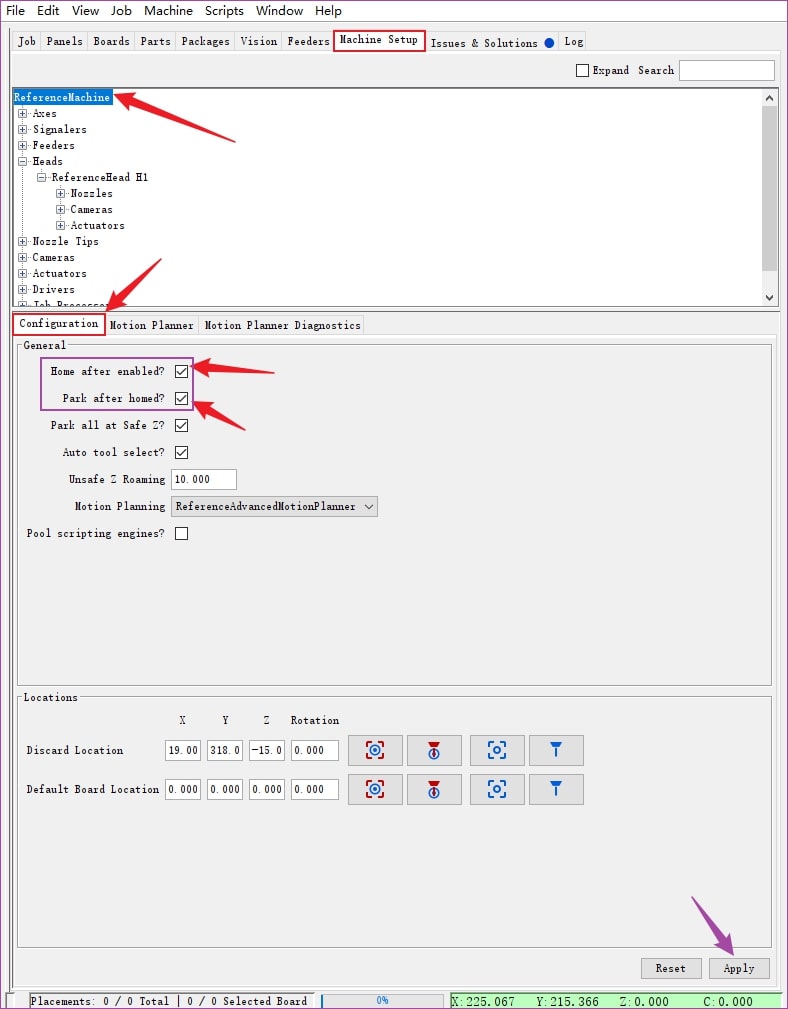
勾选并启用 Home after enable?和 Park after homed?选项。
- Home after enable?:启用后,点击软件左下角绿色软开机按钮时,贴片机将自动执行Home点的回归,无需再去点击小房子。
- Park after homed?:Home回归完成后,贴装头自动驶入停靠点,进入待命状态。
按照下图进行勾选,别忘了点击右下角的Apply按钮。
这两个功能启用后,按照下述顺序,模拟进行一次软开机流程:
①请点击Jog操控面板X/Y中间的P键,让贴装头前往停靠点。
②点击左下角红色的软关机按钮,然后关闭OpenPnP软件。
③按压复位按钮,持续3秒左右,让贴片机主板复位和重启。
④重新打开OpenPnP软件,点击左下角绿色的软开机按钮。
此时,贴装头新的回归动作为:
软开机后,寻零动作前往贴片机右上角→前往Home点进行视觉标定→停泊至停靠点。
至此,随着Home点的引入,贴片机坐标系得到了完善和加强,同时运动精度的表达也拥有了视觉基准。
¶ 第2项
检查或重新定义X轴和Y轴的软极限。
软极限是通过可到达的最大和最小这两个坐标,限定出贴装头的运动行程范围,约束贴装头不会超出物理极限位置。
根据经验,配置文件中已经录入的极限坐标值所对应的实际空间位置,一般都是合适的,不需要重新定义和修改。
重点是放在手动检查上,即使是做了修改,修改后的值的并不会严重偏离初始值。
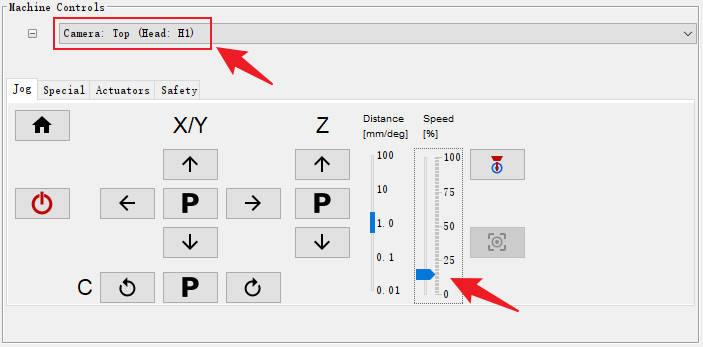
首先,请您务必前往Jog操作面板,在其上方的Machine Controls机器控件里,选中顶部相机Camera:Top(Head:H1),再继续后续的操作。下图示。
¶ 1、X轴正向软极限检查或重定义
通过Jog操控面板,选取适当的步进间距和速度,让贴装头逐渐朝着X+的方向移动,直至接近X轴最右侧的端板,同时观察软件右下角坐标数据中X值的示数的递增情况。
- 情况1- 检查:
当X值接近452时,将步进间距调至0.1并选取低速,然后继续缓慢右移,直至弹出下方的提示窗口。此时,请观察贴装头滑块和右侧端板之间剩余的安全距离,如果接近1~2mm的样子,而且并未听到X+的微动开关咔哒的动作音。此时,检查结果为合格的,无需修改X+的软极限。

- 情况2- 重定义
如果右移期间,当X=452时,贴装头滑块和右侧端板还有很长的一段距离,请反复将正极限的值+1后Apply,再反复继续右移,直至压缩微动开关发出动作音,此时已无法继续右移,请反方向,向X-的方向回退1.0mm,记录此时软件右下角坐标数据中的X值,需要手动填入下方的数值窗口中,然后点击Apply。
暂请不要以点击正负极限数值最右侧的捕获按钮,来获取软极限的坐标值。
还有一种情况是, 如果右移期间,X值还未到达452,微动开关已经发出了动作音,无法继续右移,同样需要向X-方向回退1.0mm,记录此时软件右下角坐标数据中的X值,填入下方的窗口中,然后点击Apply。

¶ 2、X轴负向软极限的检查或重定义
与正向软限位操作类似,由于X-负向运动时没有微动开关,所以,是根据贴装头滑块和左侧端板的剩余间距来判断负向软极限是否合适。当X=0时,两者剩余的安全距离在1~2mm是合适的,不用修改负向软极限。
对于重新定义,操作类似正向的软极限,最终以两者剩余的安全距离在1~2mm时的X值为准,依然是手动输入数值。
¶ 3、Y轴正/负极限的检查或定义
与X轴正负极操作类似,判定标准是:防止Y轴导轨滑块与直线导轨脱离。
Y轴朝急停开关一侧移动是Y-,朝着后方两个步进电机方向移动是Y+,注意留意Y+方向上微动开关。
Y轴正负极限的设定界面,如下图所示:

¶ 4. 重新执行Home点回归
在此项章节中,无论您对软极限是否做了任何修改,我们强烈要求您,点击一次黑色的小房子,重新执行一次零点的回归,重新建立坐标系。
修改软极限后,会不同程度的改变已建立的坐标系,需要重新执行零点或Home点的回归操作,重新建立坐标系后,方可继续工作。
否则,修改软极限后,所有已知位置的坐标都将发生实际位置上的改变。
¶ 第3项
重新定义N1的手动换嘴位置。
N1的手动换嘴位置会因上一章节N1轴偏移量的校准而发生改变。
提示:
下一章的内容中,在完成N2轴偏移量的校准后,N2轴的手动换嘴位置也会发生变化。
请根据下表的坐标数据,前往N1的手动换嘴位置设定界面(下图示意),进行坐标修改。最后别忘了点击Apply。
| N1 | X | Y | Z |
| 坐标值 | 0 | -30 | -15 |
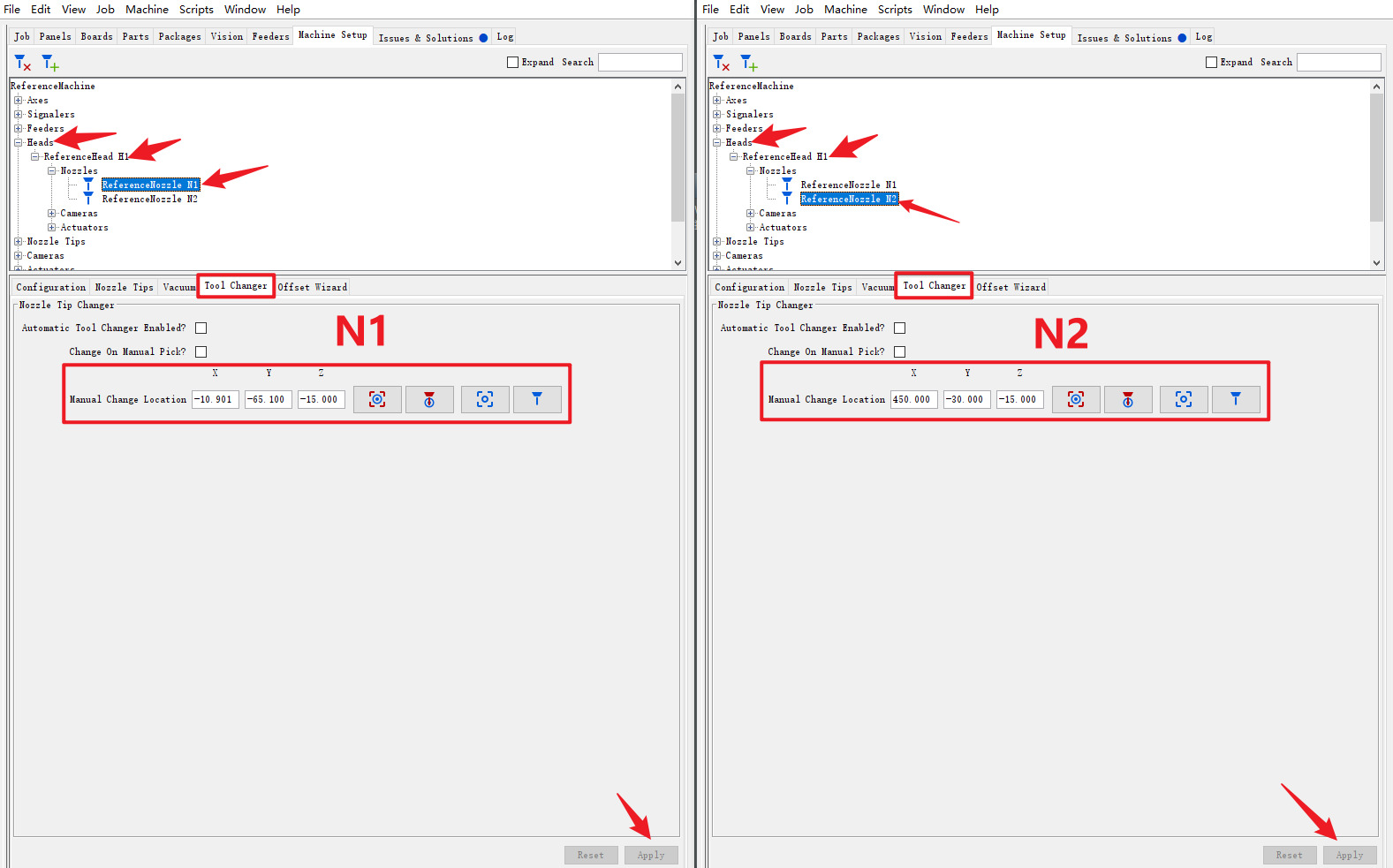
当然,手动换嘴位置也进行自定义,但是,需要强调的是,Z坐标的值,请保持为-15。
这个 -15 的高度不仅是N1和N2可以下探的最大深度,同时,Z轴电机的摆杆在这个位置上,可以承受更大的反向作用力,当更换吸嘴提拉吸嘴卡套时,能够最大程度上保障Z轴电极不会丢步。
接下来,要做的是返回 Issues&Solutions 菜单,继续进行后续的标定内容。
上一章:05-N1偏移量+启用Home点 目录 下一章:07-N2偏移量+底部相机初级校准