¶ 目的和原因
配平的目的:
- 为了修正贴片机出厂时,左侧N1轴和右侧N2轴在物理结构层面上,所存在的微小高度差。
- N1和N2的初始高度差并不能直接获得,我们可以让N1和N2分别携带同一枚吸嘴,依次去接触同一块高度面。
- 根据N1和N2分别获得的高度数据,进而可以计算出两者的高度差,根据其大小,进而做出修正。
- OpenPnP是将N1作为主轴,N2作为副轴,Z轴配平其实就是通过修改配平值,让N2轴向N1轴看齐。
配平的目标:
- 让N1和N2的高度差足够小,且高度差落在 0.1mm 以内。
- 消除这个高度差,让N1和N2齐平,是后续标定的准入条件和必须的要求。
注意事项:
- 每一次更改config.txt的配平值后,务必要退出OpenPnP,然后按压一次底部的复位开关,让贴片机主板重启。
- 以此为循环,不断验证每一次的配平值,是否实现配平目标,然后在进行下一轮同样的操作,继续计算新的配平直。
- 最终为了获得配平值,可能会经历多次循环。
- 为了方便大家计算配平值与N1N2高度差的关系,我们制作了 配平计算器,希望对您有帮助。
再次强调:
- Z轴配平是后续标定步骤的准入条件和根基!!
- 必须配平,方可进入标定环节!!
- 一旦失败,再完美的标定结果都将是徒劳的!!
¶ 配平值
要实现Z轴的配平,我们只需要修改一个配平参数值。
- 该数值,在贴片机主板U盘 config.txt 文件中的 第5行 :
endstop.maxz.homing_position -17.925# Please adjust the Z-axis balance on this line of code.- 配平值的初始值为 -17.925,是个负数值。
老用户:
- 您可以从之前的备份中找到旧的config.txt文件,或者已经将其所用的配平值,誊抄至新导入U盘的 config.txt文件中。
- 修改config.txt文件后,别忘了保存。
- 按压复位开关3秒后,再启动OpenPnP软件,通过N1和N2分别携带同一枚503吸嘴,去接近同一高度的标定板,来验证配平值是否依旧合理。
- 如果配平效果很好,N1和N2的高度差已经小于0.1mm,则可以跳过下方的配平操作步骤,直接进入后续实质的标定教程。
¶ 配平步骤
本章节推荐将Jog面板中Speed[%]的速度设定为25,慢速运行。
¶ 准备
首先,我们要为Z轴配平,获取一个方便的位置。
如果此时,您的Jog操作面板中的小房子是黄色的,请点击黄色小房子,让贴片机完成轴返回动作,直至小房子变成黑色。此后,您才能手动操控贴片机。
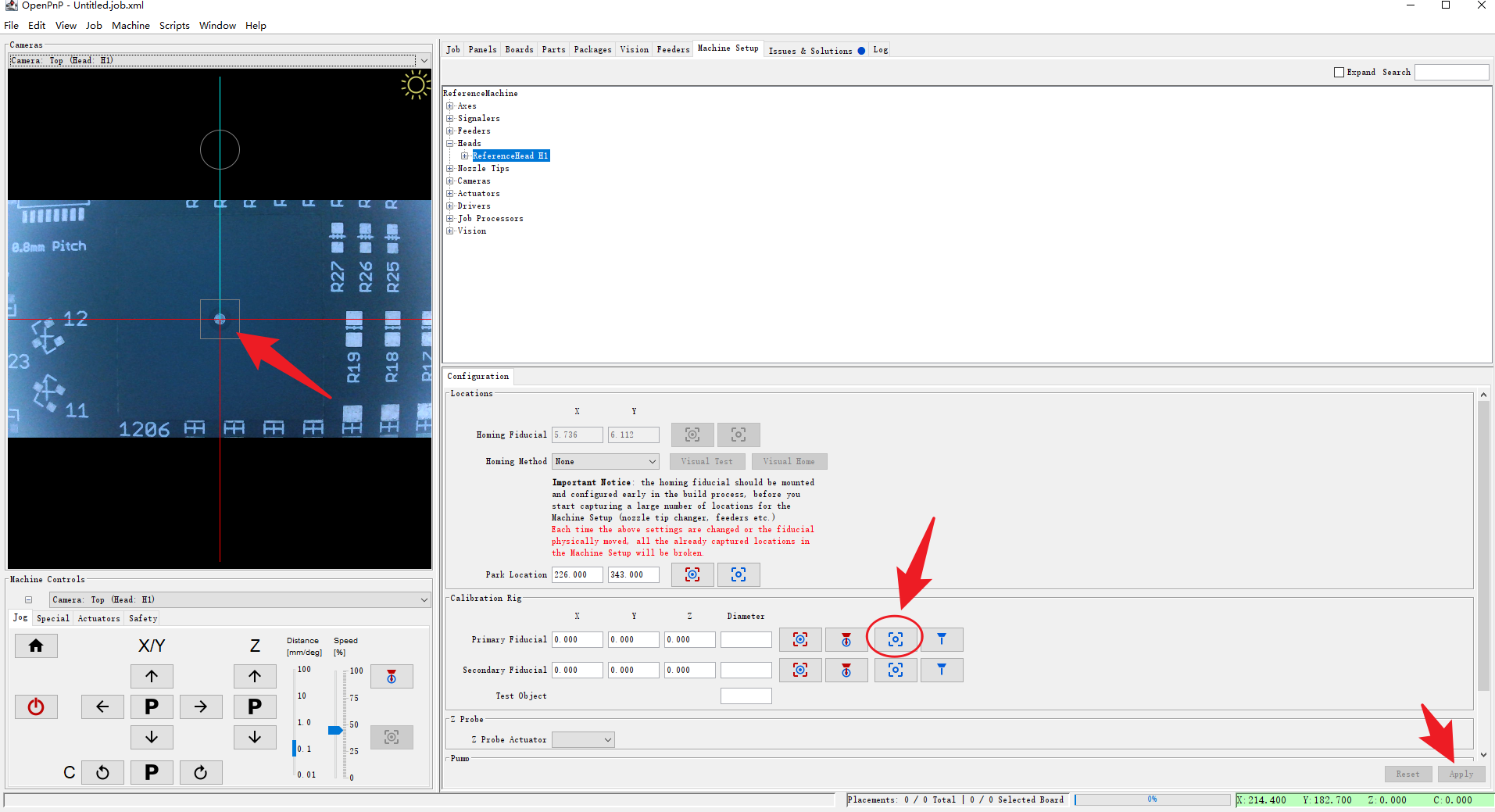
在Jog操作面板,移动贴装头,将顶部相机的十字对准标定板上,那个位置较低的覆铜Mark点上,然后前往下图界面。
点击蓝色的坐标捕获按钮,临时使用Primary Fiducial(主要标定点)做为目标位置,进行Z轴配平,最后别忘了点击右下角的Apply按钮。
¶ 步骤1
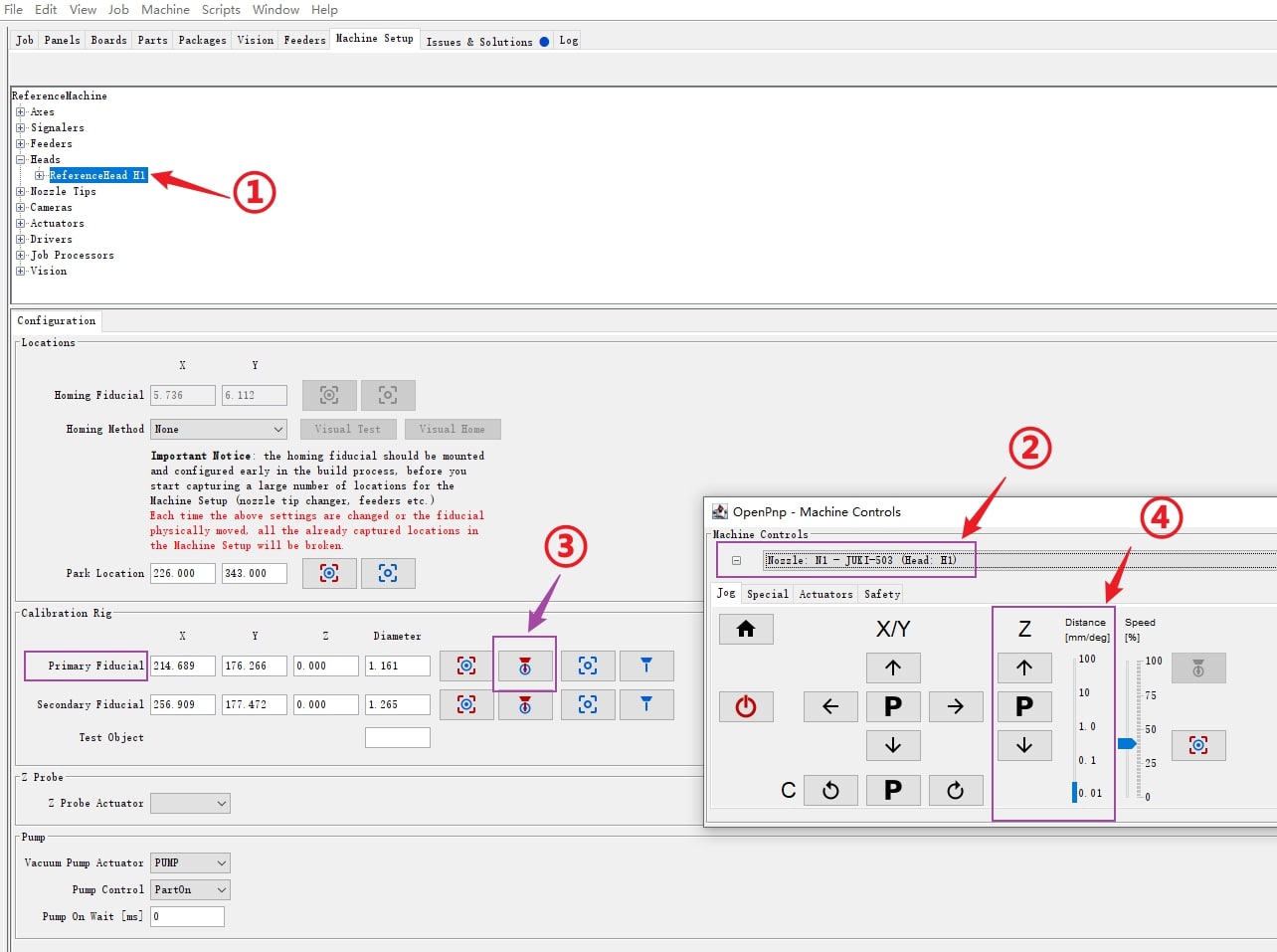
- 通过手动换嘴,将503吸嘴装入N1轴,并在上图②处,将Jog面板上方的操作对象,选择为N1-JUKI-503。
- 点击上图①位置,在展开的界面中,点击③处的吸嘴指向按钮。
- 此时N1-503吸嘴将下降,指向Primary Fiducial(主要标定点)。
- 然后在④中选择合适的步进间距,点击Z轴 ↓ 按钮,观察并降低503吸嘴尖的高度,直至刚好触碰到标定板的表面。
- 期间,请根据剩余距离,合理选择0.01~1.0mm的步进间距。
注意:
- 由于所有的吸嘴尖都带有弹簧,过量的下压行程会被弹簧所吸收,需要严格观察并控制好吸嘴尖从上往下,直至刚好接触标定板时的高度。
- 避免吸嘴尖在接触标定板的表面后,因继续下压,产生过量的弹性压缩。尽最大可能,严格把控吸嘴尖刚好触碰到标定板表面时的Z值高度。
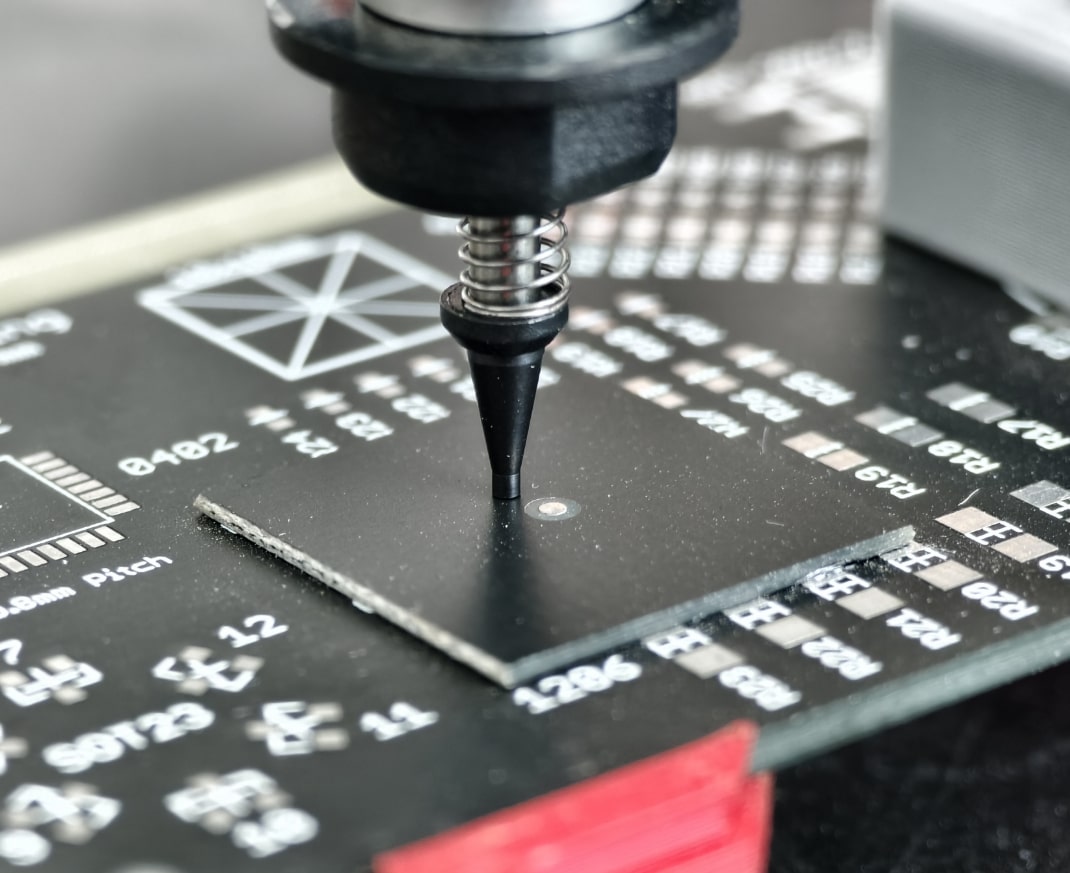
- 由于还未开展后续的标定工作,此时下降的N1-503吸嘴尖,并不会与Primary Fiducial(主要标定点)的覆铜Mark点重合,存在一定的偏移,这是正常的。下图示意。
- 可以借助手电筒或者手动开启顶部相机补光灯的方式,来增强照明。
小技巧:
- 可以在标定板上放一张大小合适的普通A4纸,采用0.1mm步进间距,当吸嘴尖正好压紧A4纸,比较难抽出时,借此来间接判定,此时的吸嘴尖刚好触碰到标定板表面。
¶ 步骤2
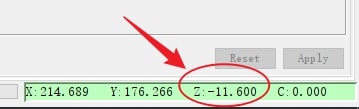
- 吸嘴尖刚好触碰到标定板的表面后,记录OpenPnP界面右下角坐标数据中的Z值。
- 该值为N1-503吸嘴尖此时的坐标高度。
¶ 步骤3
- 手动更换吸嘴,取下N1轴上的503吸嘴,将其安装到N2轴上,将Jog面板上方②处的操控对象选择为N2-JUKI-503。
- 重复步骤1和步骤2中的操作,同样需要严格把控N2-503吸嘴尖,刚好触碰主要基准点标定板表面时的Z值高度。
- 同样记录软件右下角的Z值。该值为N2-503吸嘴尖此时的坐标高度。
¶ 步骤4
- 此时便会得到第1组数据。即,当使用默认配平值-21.11时,N1和N2轴的高度情况。
- 下方数据来自于我自己的贴片机,仅供参考。
| 配平值 | N1高度值 | N2高度值 |
| -21.11 | -11.6 | -11.3 |
¶ 步骤5:配平计算器
辅助工具:
我们已经为您准备好了两个辅助计算工具:根据您当前config.txt中使用的配平值,以及N1和N2实测的高度值,帮您计算出新的配平值。
两个工具作用相同,一个在线网页版本,一个供离线使用。
①简易的在线网页计算器:Z轴配平计算器,可以自动帮您计算出新的配平值。
②离线的中/英网页计算器:/资源下载/z轴配平计算器.zip,解压后打开html即可,通用性更好一些。
两个计算器的逻辑来源于经验,目的是辅助您缩小配平值的结果,任选一个就行。
您可能需要至少2~3次的循环操作,不断获取和判别N1和N2在新的配平值下的表现。
最后,根据新的高度差再次使用该计算器,反复调整配平值,直至达成配平目标。
配平目标是:让N1和N2的高度差足够小,且高度差落在 0.1mm 以内。
有兴趣想要了解配平逻辑的同学,可以前往这一章,配平逻辑介绍。
¶ 步骤6
- 修改配平值后,别忘了保存并关闭 config.txt 文件。
- 点击Jog操作面板中X/Y的P键 ,让下探的吸嘴收回并回到停靠点。
- 关闭并退出OpenPnP软件。
¶ 步骤7
- 按压贴片机底部的复位按钮,持续3秒钟左右再松手,让贴片机主板重启。
- 只有重启后,贴片机主板才会重新加载config.txt文件中的所有参数。
- 此时,贴片机主板会重启并重新加载U盘中的config.txt文件,从而,获得并使用新的配平值。
¶ 步骤8
- 再次启动OpenPnP软件。
- 点击Jog操作面板的绿色软启开关。
- 再点击上方的黄色小房子,让贴片机重新执行轴返回,最后贴装头停止在贴片机框架的右上角。
- 点击Jog操作面板,X/Y轴的P键,让贴装头前往停靠点。
¶ 步骤9
- 重复步骤1→3,分别获取N1轴和N2轴,在新配平值下,新的一组高度值,以此,来评估新的配平值是否合理。
- 如果N1N2的高度差足够小,且高度差落在0.1mm以内,则Z轴配平成功。这也是我们期望的配平目标。
- 如果没有实现配平目标,请继续步骤5→9,不断循环这个过程,直至实现配平目标。
- 注意,N1和N2刚好接触标定板时的高度数据,别记录错了,操作过程有点多,请您耐心完成。
¶ 结束语
良好的Z轴配平结果,是进入后续标定阶段的准入条件。务必要做好。
由于Z轴配平期间,会经历多次503吸嘴的循环拆装,请大家务必耐心操作。
可以借助手电筒,调整步进距离,配合Z轴↑键和↓键,观察和判定503吸嘴尖刚好贴近标定板表面时的状态。
吸嘴尖刚好触碰标定板的操作过程,还会在后续的标定阶段使用到。
完成Z轴配平后,可以通过手动换嘴,取下503吸嘴。
此时,就可以前往软件的 Issues & Solutions(问题和解决方案)菜单,开展后续实际的标定工作。
上一章:03-安装校准套装 目录 下一章:05-I&S 问题和解决方案